
Introduction
Modern businesses face a labelling paradox: as industries grow more complex — spanning manufacturing floors, retail shelves, e-commerce warehouses, and supply chains — a single label type can no longer serve every purpose. Labels carry far more weight than most businesses realise — they handle brand identity, regulatory compliance, traceability, and product security all at once.
The consequences of generic labelling are severe. 33.6% of food labelling claims in India fail to meet FSSAI compliance standards, exposing brands to legal penalties and reputational damage. In supply chains, a 1% barcode error rate triggers 60 million scan failures for companies processing 6 billion items annually.
That's why diversified labelling solutions matter: businesses select and combine label types — plain, printed, holographic, barcode, security — based on specific industry requirements, environmental conditions, and operational goals.
This article breaks down key label types, industry-specific applications, high-security innovations, and how to choose the right labelling partner.
TLDR
- Diversified labeling matches the right label type to specific industrial or commercial applications, not a one-size-fits-all approach
- Each label type has a distinct job — plain for operational data, printed for branding, holographic for anti-counterfeiting, barcode for traceability
- Automotive, fashion, e-commerce, and electronics each demand purpose-built labeling — generic solutions fall short
- Knowing how sustainability and security requirements affect label selection helps you choose solutions that hold up long-term
Why One-Size-Fits-All Labeling Falls Short for Industrial and Commercial Use
Operating conditions vary dramatically across industries. A label that holds up fine on a retail shelf will fail on an automotive engine component exposed to 180°C heat and oil. Temperature extremes, chemical exposure, outdoor UV, high-speed conveyor scanning, and cold storage demand labels with fundamentally different material compositions and adhesive properties.
Compliance requirements add another layer of complexity. Food labels must meet FSSAI standards for nutritional information and date marking. Pharmaceutical labels require tamper-evidence and QR codes containing 11 specific data points. Export shipments need standardized GS1 barcodes. Electronics manufacturers must display BIS certification marks — each framework demanding different label specifications.
The cost of getting this wrong is measurable. India's illicit market across five key industries reached ₹7,97,726 crore in 2022-23, with FMCG packaged goods alone accounting for ₹2,23,875 crore. Faded printing, easily replicated designs, or missing authentication features all open the door to counterfeiting — across electronics, FMCG, and automotive sectors alike.
That risk extends to brand perception too. Consumers assess product authenticity within seconds of picking up a package. A label that peels in cold storage, fades under UV, or scans inconsistently on a conveyor line doesn't just create operational problems — it erodes the trust that took years to build.

The Core Label Types Every Business Should Know
Plain Labels
Plain labels are the foundational product for operational labeling across all industries. These white blank labels come in various sizes and materials, designed for on-site thermal printing of barcodes, batch numbers, expiry dates, and logistics data.
Their versatility makes them indispensable for high-volume operations — warehouses, production floors, and retail stockrooms all depend on them for real-time variable data printing. Compatible with both direct thermal and thermal transfer printing, plain labels keep costs low while staying flexible enough for nearly any labeling workflow.
Material options include paper for general applications, polyester for durability, and polypropylene for moisture resistance. The choice depends on environmental exposure and longevity requirements.
Printed Labels
Custom printed labels combine branding with operational function. Pre-printed by the supplier with logos, colors, product information, regulatory content, and visual design, they eliminate on-site printing for high-volume, design-consistent applications.
Applications span product packaging, retail price tags, shipping cartons, and FMCG packaging. Printed labels deliver brand consistency across thousands or millions of units, ensuring every product carries identical branding, compliance information, and visual appeal.
The printing process supports complex designs with vibrant colors, fine text, and intricate graphics. Materials range from paper for cost-sensitive applications to synthetic films for durability. Finishes include matte, gloss, and specialty coatings for specific aesthetic or functional requirements.
High-Security Holographic Labels
Holographic labels are specialized security solutions combining visual authentication with anti-tamper and anti-copy features. They use color-shifting effects, 3D patterns, micro-text, and proprietary optical technologies that are virtually impossible to replicate without specialized equipment.
The International Optical Technologies Association classifies 13 distinct optical technologies used in advanced security labels, including:
- Micro-lens arrays and micro-mirrors for depth and movement effects
- Plasmonics and nano-gratings for sub-wavelength optical control
- Color-shifting coatings that change appearance by viewing angle
These features protect products from counterfeiting across pharmaceuticals, electronics, luxury goods, and government IDs.
Gannayak Packaging's high-security holographic labels, developed through collaboration with IIT Kanpur, feature proprietary Cheko technology — an India-developed authentication solution providing brands with credible security layers. This technology-backed approach is particularly relevant for automotive, electronics, and FMCG clients where brand protection is critical.
Barcode and Variable Data Labels
Labels embedded with barcodes (1D/2D) and variable data — serial numbers, QR codes, batch information — are essential for supply chain traceability, inventory management, and point-of-sale scanning.
Print quality and substrate selection directly impact scan reliability. India's express parcel market will reach 24-29 billion shipments by FY 2030, making GS1-compliant Serial Shipping Container Codes (SSCC) on shipping labels mandatory for logistics scalability.
Common barcode symbologies include:
- Code 128 — linear barcodes for shipping and inventory
- Data Matrix — compact 2D codes for small-surface labeling
- QR codes — 2D format for consumer-facing and traceability applications
The substrate must provide sufficient contrast and durability to ensure consistent scanning across automated sortation systems.
Thermal Transfer Ribbons
Thermal transfer ribbons work alongside plain and printed labels to produce sharp, durable prints in industrial environments. The ribbon type — wax, wax-resin, or full resin — must match the label material and application environment for optimal longevity.
| Ribbon Type | Heat Resistance | Ideal Applications |
|---|---|---|
| Wax | Up to 60°C | Shipping labels, retail tags, general barcoding |
| Wax-Resin | Up to 100°C | Food packaging, pharmaceutical labels, cold chain |
| Resin | Up to 180-250°C | Automotive parts, chemical drums, outdoor assets, electronics |
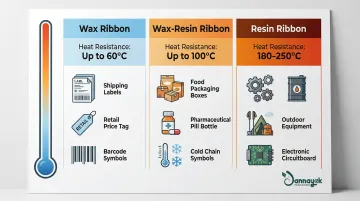
For automotive under-hood components exposed to oil and heat, full resin ribbons on synthetic labels are mandatory. For food packaging involving refrigeration, wax-resin ribbons prevent print smudging.
Industry-by-Industry: Choosing the Right Label for Your Sector
Automotive and Heavy Manufacturing
For OEMs and Tier-1 suppliers, label failure isn't a minor inconvenience — it disrupts traceability across entire assembly lines. Automotive labels must handle grease, heat, and mechanical abrasion without degrading barcode readability or adhesion.
India's automotive industry produced 3.10 crore vehicles in FY 2024-25, with the auto component industry reaching ₹6.15 lakh crore turnover. This scale demands labels meeting AIAG B-10 and ODETTE GTL standards for barcode formatting and global data exchange.
Key requirements for this sector include:
- IATF 16949 Clause 8.5.2.1 compliance — documented traceability with unique IDs for safety-related components
- Polyester and polyimide substrates — dimensional stability under heat and chemical exposure
- Resin ribbons — scratch and solvent resistance for long production cycles
- AIAG B-10 / ODETTE GTL conformance — standardized barcode formats for global supply chain compatibility
Retail and Fashion
Retail and fashion labels serve two distinct purposes: brand presentation and regulatory compliance. Hang tags, woven labels, and price stickers are brand-facing; care instructions and country-of-origin labels are mandatory under BIS and import regulations.
Anti-counterfeit labels are increasingly critical as duplication threats grow. Holographic labels give consumers and retail inspectors a quick, on-the-spot authentication method — a practical deterrent for grey market trade in premium apparel.
E-Commerce and Logistics
E-commerce operations depend on labels that perform reliably at scale. Shipping labels carry variable data — order IDs, barcodes, delivery addresses — and must scan accurately across automated sortation systems handling thousands of units per hour.
GS1 Logistic Label standards mandate the Serial Shipping Container Code (SSCC) as the single mandatory element for uniquely identifying logistic units. Labels must adhere to cardboard, polybags, and shrink-wrap in varying warehouse temperatures while maintaining barcode scannability.
Logistics labels rely on strong permanent adhesives and weather-resistant substrates. Thermal transfer printing supports on-demand generation — critical when order volumes spike during peak fulfillment periods.
Electronics and Electricals
Electronics manufacturers use precision labels for circuit board identification, warranty seals, and product certification marks. Security labels and tamper-evident stickers prevent grey market trade and unauthorized servicing of branded electronics.
BIS certification marks are compulsory for products under Quality Control Orders — labels must maintain legibility across the full product lifecycle, not just at point of sale. Polyimide labels are the standard choice for PCB applications, offering chemical resistance and dimensional stability even under soldering temperatures.
Food, Beverage, and FMCG
FMCG labeling operates across three layers simultaneously: regulatory compliance, brand presentation, and variable batch data. Each layer has distinct material and print requirements.
FSSAI Labelling & Display Regulations 2020 mandate specific particulars including veg/non-veg logos, net quantity, manufacturer details, FSSAI license numbers, and date marking. Small packages under 100 sq cm receive exemptions but must provide information on multi-unit packs.
In refrigerated and food-grade environments, condensation and temperature fluctuations are the primary challenge. Wax-resin ribbons on moisture-resistant substrates keep compliance information legible throughout the cold chain — from warehouse storage to retail shelf.
High-Security Labels: The Next Frontier in Brand Protection
High-Security Labels: How Brands Defend Against Counterfeiting
Counterfeiting inflicts massive economic damage globally and in India specifically. The illicit market in five key Indian industries reached ₹7,97,726 crore in 2022-23, with FMCG packaged goods accounting for ₹2,23,875 crore and personal care products adding ₹73,813 crore.
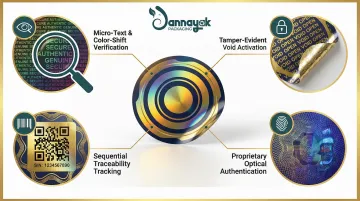
What makes holographic labels "high-security"? These labels combine multiple authentication layers that are easy to verify on-the-spot but virtually impossible to replicate without specialized equipment:
- Micro-text and color-shifting inks visible under standard inspection
- Tamper-evident voids that activate on removal
- Sequential numbering for unit-level traceability
- Proprietary optical patterns unique to each brand
ISO 14298 standards govern security printing management, including design controls to prevent copyright infringement.
Gannayak Packaging's high-security holographic labels, developed through collaboration with IIT Kanpur, feature proprietary Cheko technology. This India-developed solution embeds brand-specific optical signatures that distributors and end consumers can verify without any additional tools — a practical differentiator for automotive, electronics, and FMCG clients who face the highest counterfeit exposure.
Beyond brand protection, high-security labels are increasingly a compliance requirement. State governments including Tamil Nadu, Rajasthan, and Uttarakhand now mandate holographic excise labels with QR codes on liquor bottles to curb spurious liquor incidents and close revenue leakage. For brands across regulated categories, this dual function — satisfying government mandates while building consumer trust — reduces disputes, deters gray-market diversion, and cuts down returns across the supply chain.
How to Choose the Right Labeling Solutions Partner
Start by evaluating a supplier's operational capabilities. Key factors to assess:
- Production capacity and turnaround time — can they meet your volume and deadlines?
- Material range — paper, polyester, polypropylene, polyimide, and specialty substrates
- Printing technology — flexographic, digital, and thermal transfer each suit different applications
- Order flexibility — ability to handle small custom runs alongside large-volume production
Cross-sector experience is a strong indicator of real-world capability. A supplier working across automotive, retail, electronics, and e-commerce will have navigated the varied compliance, durability, and aesthetic requirements each industry demands. Gannayak Packaging serves clients such as Maruti Suzuki, Hero, H&M, Havells, Amazon, JCB, and Saint-Gobain — a range that reflects genuine versatility across demanding specifications.
Finally, look for suppliers who invest in R&D and technical partnerships — not just current production. Those developing new security label technologies, eco-friendly materials, and proprietary processes are better positioned to support your needs as they change. Gannayak Packaging's collaboration with IIT Kanpur on proprietary Cheko security label technology, alongside R&D partnerships with Uflex and Vinayak Group, reflects this forward-looking approach.
Sustainable Labeling: Eco-Friendly Options Without Trade-offs
Sustainability in labeling has shifted from differentiator to business necessity. India's Extended Producer Responsibility (EPR) regulations for plastic packaging, brand ESG commitments, and consumer preference for responsibly packaged products drive this change.
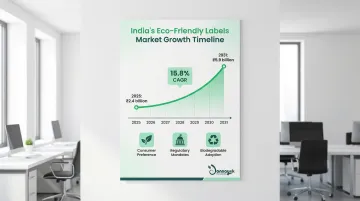
According to a 2025 market report by Mobility Foresights, India's eco-friendly labels market will grow from ₹2.4 billion in 2025 to ₹5.9 billion by 2031 — a CAGR of 15.8%. Key drivers include consumer preference for environmentally responsible brands, stricter government waste reduction mandates, and wider adoption of biodegradable substrates and water-based inks.
Eco-friendly labeling options include:
- Recycled or FSC-certified base materials
- Water-based adhesives
- Linerless labels reducing silicone liner waste
- Biodegradable face stocks
Gannayak Packaging entered plastic recycling for EPR compliance in 2024, supplying recycled PP, LDPE, and HDPE granules sourced from post-consumer and industrial waste. For businesses navigating CPCB sustainability reporting requirements, this makes Gannayak a labeling partner built for circular economy goals — not just a supplier.
Frequently Asked Questions
What types of labels are most commonly used in industrial manufacturing?
Industrial manufacturing typically uses durable barcode labels, plain thermal labels for part identification, variable data labels for traceability, and tamper-evident or security labels for quality compliance. Material choice depends on exposure environment — polyester or polyimide for harsh conditions, paper for controlled environments.
How do holographic labels help protect against product counterfeiting?
Holographic labels use optically complex, proprietary patterns — including micro-text, color-shifting inks, and 3D effects — that are extremely difficult to replicate without specialized equipment. They provide reliable visual authentication that consumers and inspectors can verify on the spot, making counterfeiting economically unfeasible.
What should I consider when selecting labels for harsh or outdoor environments?
Start with substrate material — polyester or polypropylene outperform paper in harsh conditions. From there, match the adhesive type (permanent, high-tack, or chemical-resistant) and print method to your environment. Thermal transfer resin ribbons provide strong resistance to moisture, UV exposure, abrasion, and temperature extremes.
What is the difference between plain labels and custom printed labels?
Plain labels are unprinted blanks used with on-site printers for real-time variable data — barcodes, dates, and addresses. Custom printed labels arrive pre-printed with brand artwork, regulatory content, and product information, ensuring consistent presentation across every unit.
Can a single labeling supplier effectively serve multiple industries?
Yes. Suppliers with a full product range — plain, printed, holographic, and eco-friendly — can tailor material, print method, and security specifications to each sector. A supplier already serving automotive OEMs, retail brands, and e-commerce platforms demonstrates the cross-sector depth needed to handle varied compliance and performance demands.
How is sustainability changing the labeling industry?
Sustainability is driving demand for recycled substrates, linerless formats, and EPR-compliant materials. Both regulatory pressure (India's EPR norms) and brand ESG commitments are pushing manufacturers and retailers to source labeling solutions that reduce waste without compromising performance, with the Indian eco-friendly labels market growing at 15.8% CAGR through 2031.


